







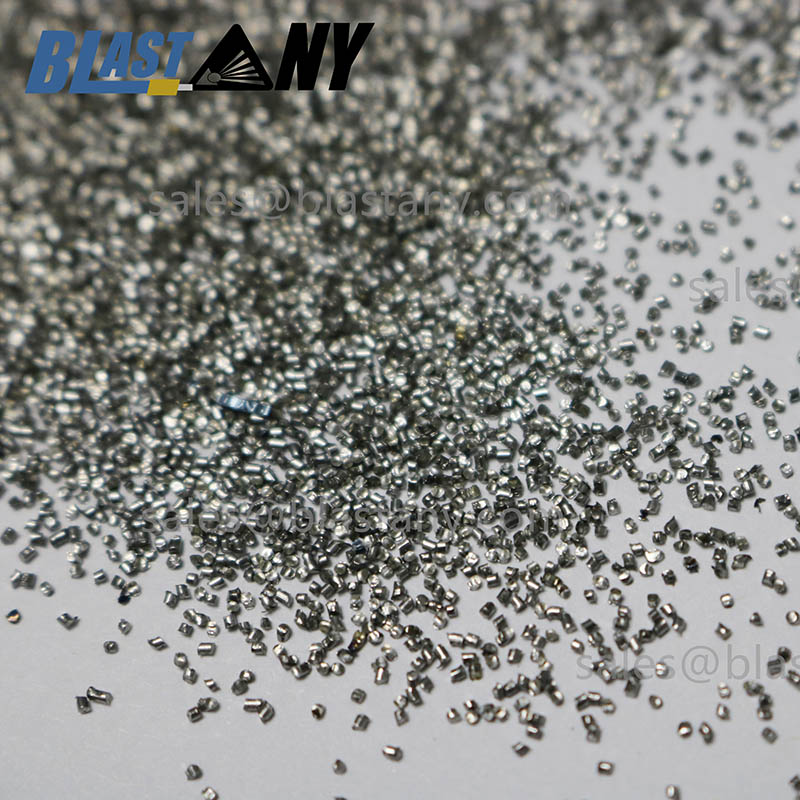




Broky z nerezové oceli s technologií atomizačního tvarování
Oblast použití
1.Povrchová úprava hliníkových a zinkových odlitků pod tlakem a čištění povrchu hliníkových odlitků v pískové formě. Stříkání a leštění povrchu umělého mramoru. Čištění a úprava povrchu odlitků z vysoce legované oceli od oxidových okujů, bloku motoru z hliníkových slitin a dalších velkých tlakových odlitků, úprava mramorového povrchu a protiskluzová úprava.
2.Lití hliníku a zinku pod tlakem, čištění povrchu přesných odlitků, zdrsnění povrchu před speciálním nátěrem, jemné leštění hliníkových profilů stříkáním za účelem odstranění povrchových vytlačovacích linií, jemné leštění povrchu měděných a hliníkových trubek stříkáním a jemné leštění nerezových nádob a ventilů stříkáním.
3. Vyčistěte nástroje pro lití za studena, chromovací formy pro kování a pneumatiky, renovujte kryt čerpadla kompresoru motoru automobilu, posílejte přesné ozubené kolo a pružinu startéru a leštěte povrch nerezové nádoby stříkáním.
4.Hliníkovo-zinkové tlakové odlitky, skříň motoru motocyklu, hlava válců, karburátor, plášť palivového čerpadla motoru, sací potrubí, zámek automobilu. Povrch profilu kola odlitého pod nízkým tlakem musí být před lakováním očištěn a upraven. Povrchová úprava a čištění měděných, hliníkových a nerezových lisovaných dílů, nerezových litinových dílů atd.
Technické parametry
| Projekt | 304 Kvalita | 430 Kvalita | |
| Chemické složení % | C | 0,08–1,0 | <0,2 |
| Si | 0,4–1,2 | <1,5 | |
| Mn | 0,35–1,2 | 0,8–1,2 | |
| S | <0,05 | <0,05 | |
| P | <0,05 | <0,05 | |
| Cr | 15–16,5 | 15–17 | |
| Ni | 5–8 % | 0 | |
| Tvrdost | HRC40-50 | HRC35-50 | |
| Hustota | 7,00 g/cm3 | ||
| Mikrostruktura | austenitické | Ferit | |
| Vzhled | Kulovitý Duté částice = 0 % Duté částice = 0 % | ||
| Typ | 14–18# / 16–20# / 20–25# / 25–30# / 30–40# / 40–70# / 70–140# / 140–270# | ||
| Balení | Každá tuna na samostatné paletě a každá tuna rozdělena do balení po 25 kg. | ||
| Trvanlivost | 27000~28000krát | ||
| Hustota | 7,0 g/cm3 | ||
| Aplikace | Používá se hlavně pro odstraňování otřepů a povrchovou úpravu hliníkových odlitků, odlitků ze slitin zinku a odlitků ze slitin hořčíku; povrchovou úpravu přesných odlitků, odlitků z nerezové oceli a krajinářských tvárnic; výrobu skla, čištění povrchů a různé předúpravy forem pro tlakové lití. | ||
Aplikace
| TYP | Doporučený rozsah použití |
| 14–18# | Vyčistěte nástroje pro lití za studena, chromovací matrice pro kování pneumatik, renovujte kryt čerpadla kompresoru motoru automobilu, posílejte přesné ozubené kolo a pružinu startéru a leštěte povrch nerezové nádoby stříkáním. |
| 16–20# | Lití hliníku a zinku pod tlakem, čištění povrchu přesných odlitků, zdrsnění povrchu před speciálním nátěrem, jemné leštění hliníkových profilů stříkáním za účelem odstranění povrchových vytlačovacích linií, jemné leštění povrchu měděných a hliníkových trubek stříkáním a jemné leštění nerezových nádob a ventilů stříkáním. |
| 20–25# | Hliníkovo-zinkové tlakové odlitky, skříň motoru motocyklu, hlava válců, karburátor, plášť palivového čerpadla motoru, sací potrubí, zámek automobilu. Povrch profilu kola odlitého pod nízkým tlakem musí být před lakováním očištěn a upraven. Povrchová úprava a čištění měděných, hliníkových a nerezových lisovaných dílů, nerezových litinových dílů atd. |
| 25-30# | Povrchová úprava hliníkozinkových tlakových odlitků, čištění povrchu hliníkových odlitků do písku. Povrch umělého mramoru je stříkán a leštěn. |
| 30-40# | Kromě funkce wg40 je povrch odlitků z nerezové oceli hladký a jemný. Odvápňovací úprava výkovků z legované oceli. Povrchová úprava z umělého mramoru a protiskluzová úprava. |
| 40–70# | Čištění a konečná úprava povrchu odlitků z vysoce legované oceli, bloku motoru z hliníkových slitin a dalších velkých tlakových litin, úprava mramorového povrchu a protiskluzová úprava. |
| 70–140# 140–270# | Povrch odlitku z oceli se před lakováním, úpravou nábojů kol automobilu, skořepin motoru, zdrsněním a protiskluzovou úpravou žulových výrobků a mramorových schodů odvzdušní. |
Granularita
| Obrazovka Č. | Velikost obrazovky mm | In | 14–18 let | 16–20 | 20–25 | 25–30 | 30–40 | 40–70 | 70–140 | 140–270 |
| 14 | 1.4 | 0,0555 |
|
|
|
|
|
|
|
|
| 16 | 1.18 | 0,0469 |
|
|
|
|
|
|
|
|
| 18 | 1 | 0,0394 |
|
|
|
|
|
|
|
|
| 20 | 0,85 | 0,0331 |
|
|
|
|
|
|
|
|
| 25 | 0,71 | 0,0278 |
|
|
|
|
|
|
|
|
| 30 | 0,6 | 0,0234 |
|
|
|
|
|
|
|
|
| 35 | 0,5 | 0,0197 |
|
|
|
|
|
|
|
|
| 40 | 0,425 | 0,0165 |
|
|
|
|
|
|
|
|
| 50 | 0,3 | 0,0117 |
|
|
|
|
|
|
|
|
| 70 | 0,212 | 0,0083 |
|
|
|
|
|
|
|
|
| 100 | 0,15 | 0,0059 |
|
|
|
|
|
|
|
|
| 140 | 0,106 | 0,0041 |
|
|
|
|
|
|
|
|
| 270 | <0,05 | <0,0019 |
|
|
|
|
|
|
|
|
Kategorie produktů
-

Levné brusné materiály s dlouhou životností o zrnitosti 30-90 mesh...
-

Skleněné korálky s indexem lomu 1,9 a 2,2
-

Vysoce pevný a odolný proti únavě materiálu
-

Vysoce kvalitní litá ocelová broky s vysokou odolností proti opotřebení...
-

Odolná drť z tvrdých vláknin z vlašských ořechových skořápek
-

Přírodní abrazivní kukuřičné klasy bez škrábanců...
