










Tovární dodávka 0,35 mm - 50,8 mm HRC50-55 lehká kulička z nerezové oceli AISI304 316 430 440 používaná v ložiskách
Popis produktu
Nerezové kuličky jsou odolné vůči korozi způsobené oxidačními roztoky, většinou organických chemikálií, potravinami a sterilizačními roztoky. Jsou středně odolné vůči kyselinám sírovým. Nemagnetické vlastnosti jsou k dispozici na vyžádání. Mezi aplikace patří aerosoly, rozprašovače, mechanismy prstových pump, mixéry mléčných automatů, zařízení na zpracování potravin a lékařské aplikace.
Koule z nerezové oceli AISI 440C
Velikost: 0,35 mm - 50,8 mm
Třída: G10, G16, G40, G60, G100, G200.
Tvrdost: HRC56-58, kuličky z nerezové oceli Hartford 440C jsou pasivovány, aby se odstranily volné železné nečistoty a usnadnila se spontánní tvorba ochranného pasivního filmu.
Magnetická: Martenzitická ocel, magnetická
Vlastnosti: vysoká přesnost, dobrá odolnost proti korozi, silná odolnost proti rzi a opotřebení.
Použití: Ložiska, lisování, hydraulické díly, ventily, letecký průmysl, těsnění, chladicí zařízení, vysoce přesné přístroje atd.
| Chemické složení | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95–1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0–18,0 | 0,75 | |
Koule z nerezové oceli AISI 420C
Velikost: 0,35 mm - 50,8 mm
Třída: G10-G1000
Tvrdost: HRC50-55
Magnetická: Martenzitická ocel, magnetická, dobrá odolnost proti korozi, vysoká tvrdost, kuličky z nerezové oceli AISI 420 vykazují dobré vlastnosti proti opotřebení a tvrdost. O něco menší tvrdost a větší odolnost proti korozi ve srovnání s ocelí 440C.
Vlastnosti: Běžně známá jako nerezová litina, dobrá odolnost proti korozi a houževnatost.
Použití: Všechny druhy přesných strojů, ložisek, elektrických zařízení, domácích spotřebičů, autodílů atd.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36–0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0–14,0 | ≤0,60 |
430 nerezová ocelová kulička
Průměr: 1 mm - 50,80 mm
Tvrdost: HRC26
Třída: G10-G1000
Vlastnosti: nízká cena, nízká odolnost proti korozi.
Použití: hardware, ozdoby, doplňky, kosmetika, průmysl, odvětví s nízkými požadavky na antikorozní vlastnosti. Míchadla pro kosmetiku, laky na nehty a oční linky, výměníky tepla, měřicí přístroje a kuličky ventilů.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0–18,0 | - |
Koule z nerezové oceli AISI 304
Velikost: 0,5 mm - 63,5 mm
Třída: G80-G500
Tvrdost: ≤HRC21
Magnetická: Austenitická ocel, nemagnetická
Vlastnosti: silná odolnost proti korozi, dobrá odolnost proti korozi, široce používané, dobrá odolnost proti korozi, dobrý povrchový efekt, certifikace ochrany životního prostředí.
Použití: Domácí spotřebiče, jako jsou ventily, lahvičky na parfémy, laky na nehty, kojenecké lahvičky, autodíly, klimatizace, elektrické spotřebiče, kosmetika, ložiskové kluzáky, lékařské vybavení, šperky a mnoho dalších odvětví.
| Chemické složení | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0–10,5 | 18,0–22,0 | |
Koule z nerezové oceli AISI 316L
Velikost: 1,0 mm - 63,5 mm
Třída: G80-G500
Tvrdost: ≤HRC26
Magnetická: Austenitická ocel, nemagnetická
Vlastnosti: nejvhodnější pro průmyslová odvětví s vysokými požadavky na antikorozní ochranu a velmi silná antikorozní ochrana, vynikající odolnost proti korozi (kromě kyseliny chlorovodíkové), nekalitelná austenitická nerezová ocel
Použití: Kuličky z nerezové oceli AISI 316L lze použít pro lékařské vybavení, chemický průmysl, letectví, kosmonautiku, plastové kování, lahvičky na parfémy, rozprašovače, ventily, laky na nehty, motory, spínače, žehličky, pračky, ledničky, klimatizace, léčivé materiály, autodíly, ložiska, nástroje, lahve.
Koule z nerezové oceli AISI 316L
| Chemické složení | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0–15,0 | 16,0–18,0 | 2,0–3,0 | |
Balení produktu
A) Vnitřní balení: Suché balení nebo olejové balení je k dispozici dle vašich potřeb.
B) Vnější obal:
1) železný buben + dřevěná/železná paleta.
2) 25kg polyetylénový sáček + karton + dřevěná paleta nebo dřevěná krabice.
balení na míru.

Parametr produktu
| Naše kulička z nerezové oceli je vyrobena z oceli 440C, 420C, 304, 316 a 201. Chemické složení je následující. | |||||||||
| Chemické složení (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C nerezová koule | 0,95–1,2 | 16–18 let | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| Kulička z nerezové oceli AISI420C | 0,26–0,43 | 12–14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 nerezová koule | ≤0,08 | 18–22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8–10 | ---- |
| AISI316L nerezová koule | ≤0,08 | 16–18 let | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0–3,0 | 12–15 | ---- |
| AISI201 nerezová koule | ≤0,15 | 16–18 let | ≤1,0 | 5,5–7,5 | ≤0,045 | ≤0,03 | ---- | 0,35–0,55 | 1,82 |
| Kulička AISI430 z nerezové oceli | ≤0,12 | 16–18 let | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
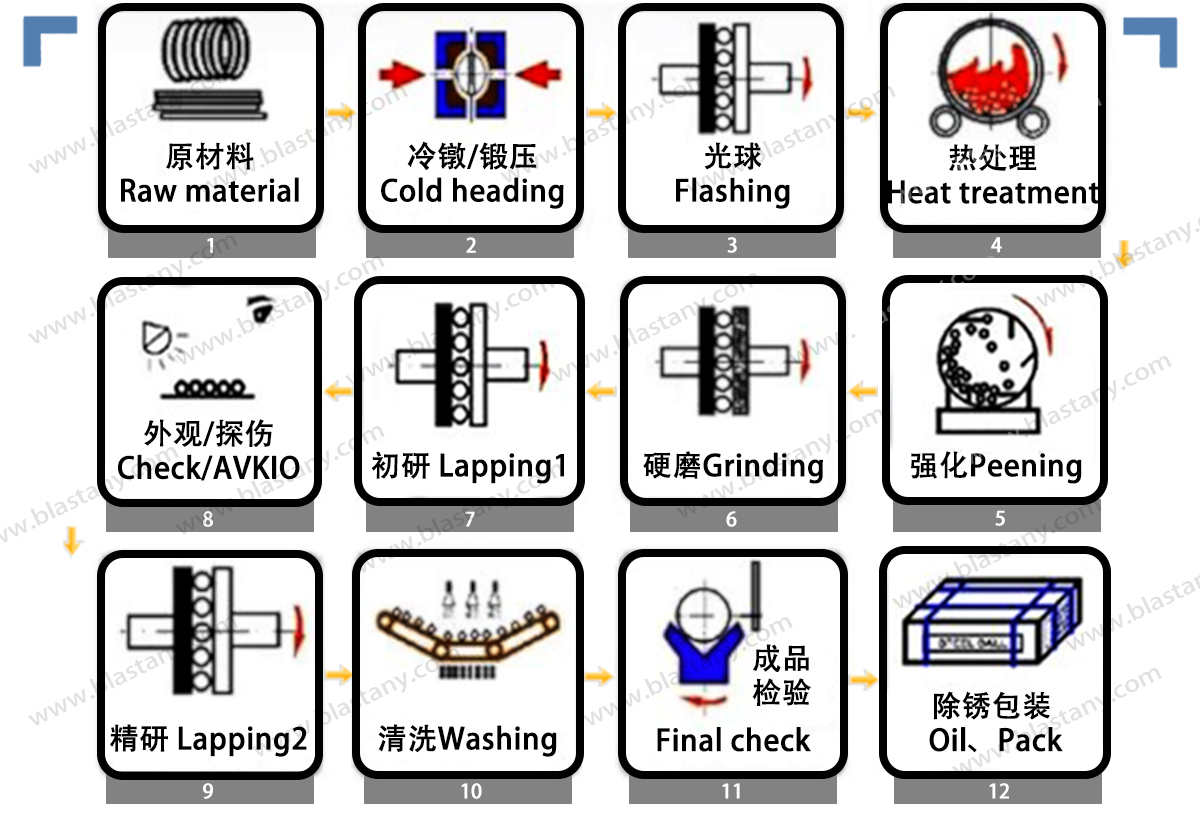
Výrobní toky
Inspekce surovin
Surovina je dodávána ve formě drátu. Nejprve je surovina vizuálně kontrolována inspektory kvality, aby se zjistilo, zda kvalita odpovídá požadované kvalitě a zda se v ní nenacházejí nějaké vady. Za druhé se ověřuje průměr a kontrolují se certifikáty suroviny.
Studená hlavice
Stroj na tváření za studena nařeže drátěný materiál o specifické délce na válcové kuličkové frézy. Poté dvě polokulové poloviny tvářecí formy vytvarují kuličkový frézovací stroj do zhruba kulovitého tvaru. Tento proces kování se provádí při pokojové teplotě a používá se malé množství přísady, aby se zajistilo úplné vyplnění dutiny formy. Tváření za studena se provádí velmi vysokou rychlostí, s průměrnou rychlostí jedné velké kuličky za sekundu. Menší kuličky jsou tvářeny rychlostí dvou až čtyř kuliček za sekundu.
Bliká
Během tohoto procesu se přebytečný materiál vytvořený kolem koule uvolní. Koule několikrát procházejí mezi dvěma drážkovanými litinovými deskami, čímž se při odvalování odstraňuje malé množství přebytečného materiálu.
Tepelné zpracování
Díly se poté tepelně zpracují kalením a popouštěním. Rotační pec se používá k zajištění toho, aby všechny díly splňovaly stejné podmínky. Po počátečním tepelném zpracování se díly ponoří do olejové nádrže. Toto rychlé ochlazení (kalení v oleji) vytváří martenzit, ocelovou fázi, která se vyznačuje vysokou tvrdostí a vynikajícími vlastnostmi proti opotřebení. Následné popouštění dále snižuje vnitřní pnutí, dokud není dosaženo konečné specifikované meze tvrdosti ložisek.
Broušení
Broušení se provádí před i po tepelném zpracování. Jemné broušení (známé také jako tvrdé broušení) přibližuje kouli konečným požadavkům.Kvalita přesné kovové kouleje měřítkem celkové přesnosti; čím nižší číslo, tím přesnější je koule. Jakost koule zahrnuje toleranci průměru, kruhovitost (kulovitost) a drsnost povrchu, nazývanou také povrchová úprava. Výroba přesných koulí je dávková operace. Velikost dávky je určena velikostí strojů použitých pro broušení a lapování.
Lapování
Lapování je podobné broušení, ale má výrazně nižší rychlost úběru materiálu. Lapování se provádí pomocí dvou fenolických desek a velmi jemné abrazivní suspenze, jako je diamantový prach. Tento finální výrobní proces výrazně zlepšuje drsnost povrchu. Lapování se provádí za účelem dosažení vysoce přesných nebo super přesných kulových jakostí.
Čištění
Čisticí operace poté odstraní veškeré procesní kapaliny a zbytkový abrazivní materiál z výrobního procesu. Zákazníci, kteří požadují přísnější požadavky na čištění, například v oblasti mikroelektroniky, lékařství nebo potravinářského průmyslu, mohou využít sofistikovanějších možností čištění od společnosti Hartford Technologies.
Vizuální kontrola
Po primárním výrobním procesu prochází každá šarže přesných ocelových kuliček několika kontrolami kvality během procesu. Provádí se vizuální kontrola, aby se zkontrolovaly vady, jako je rez nebo nečistoty.
Válečkové měření
Válcové měřidlo je 100% třídicí proces, který odděluje přesné ocelové kuličky s menším a větším rozměrem. Prohlédněte si prosím naši samostatnou nabídku.video o procesu kalibrace válečků.
Kontrola kvality
Každá šarže přesných kuliček je kontrolována, aby se zajistily požadavky na jakost z hlediska tolerance průměru, kruhovitosti a drsnosti povrchu. Během tohoto procesu se hodnotí i další relevantní vlastnosti, jako je tvrdost, a případné vizuální požadavky.
Kategorie produktů
-

AISI1010/1015/1085 Kulička z vysoce/nízkouhlíkové oceli 0...
-

Nejlepší cena křemíkového kovového kusu/Power 2202 3303 4...
-

Vysoce kvalitní litá ocelová broky s vysokou odolností proti opotřebení...
-

Ocelové kuličky pro odlévání o průměru 10 mm až 130 mm...
-

Růžový fúzovaný oxid hlinitý PA
-

Vysoce tvrdý žáruvzdorný hnědý tavený oxid hlinitý
